公司动态
MORE2022-09-08
2022-09-08
2021-01-24
2021-01-20
2021-01-19
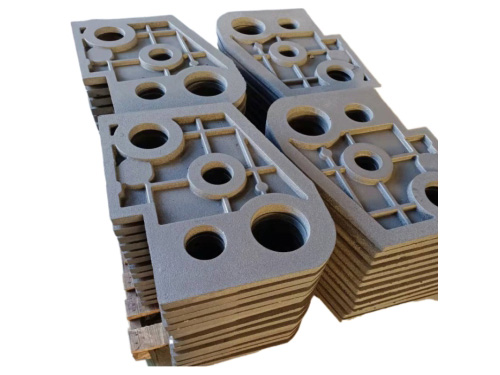


消失模铸件易于实现机械化自动流水线生产,生产线弹性大,可在一条生产线上实现不同合金、不同形状、不同大小铸件的生产。
产生增碳缺陷的原因
a. 在浇注过程中,消失模模样分解产生的气体量太多且急,铸型排气速度赶不上,加上真空泵吸气不足,容易导致铸型溃散、坍塌;
b. 金属液“闪流”是造成塌型缺陷产生的原因之一,所谓金属液“闪流”就是在浇注中,部分已经流入填充消失模模样位置的金属液在受到外界作用的情况下改流到其他部位,使得原来置换出来的位置无金属液或者金属充填占据。该类问题多发生在顶注、铸件存在大平面、一型多模样这几种情况;
c. 如果金属液的浮力过大,会使铸型上部型砂容易变形,可能导致局部溃散;一般情况下,铸型顶部吃砂量小,负压度不够,可能造成铸件成型不良,甚至不能成型;
d. 涂料的耐火度、高温强度不够,极容易产生消失模铸件塌箱缺陷。消失模模样在浇注过程中有缓冲金属液充型和降温的作用,同时可减弱金属液冲刷铸型。当金属液置换消失模模样而充型腔后,干砂主要就依靠涂料涂层支撑,当涂层强度不够或者耐火度不够时,局部铸型会发生溃散、坍塌,特别是大件内浇道上方极容易发生坍塌。
消失模铸件铸钢件增碳缺陷的防治办法
消失模铸件铸钢件增碳缺陷的防治可从以下几个方面展开:
(1)选用低密度模料。采用EPS时模样密度控制在0.016~0.025克每立方厘米,改用低碳模料EPS(C8H8)改为EPMMA(C5H8),这样减少模样的含碳量。也可以采用空心结构的模样和空心结构浇注系统。
(2) 适宜的浇注温度和浇注速度,浇注系统的开设决定着钢液流向和速度;浇注温度提高,浇注速度也提高,模料分解加快,不易全部气化,产物中液相量也增加,同时,钢液与模样的间隙减少,液相分解物常被挤出间隙,挤到涂层和金属业之间,造成接触面增加,碳浓度增加,这些区域渗碳量就增加。
(3)选择合理浇注工艺。铸型及浇注工艺设计要能加速模料气化,减少及错开其分解产物中液相和固相接触和反应时间,可减少或避免钢件渗碳。
(4)提高涂层或干砂铸型的透气性,其透气性越好,模料分解的产物逸出越快,从而降低了钢液和模样的间隙中分解物浓度和接触时间。
(5)在模样中加入添加剂(脱碳剂)防止铸钢件渗碳。
(6)采用精塑模符合铸造工艺。
(7)使用防渗碳涂料。